銷售專線: 18616120919
免費熱線:021-67723455

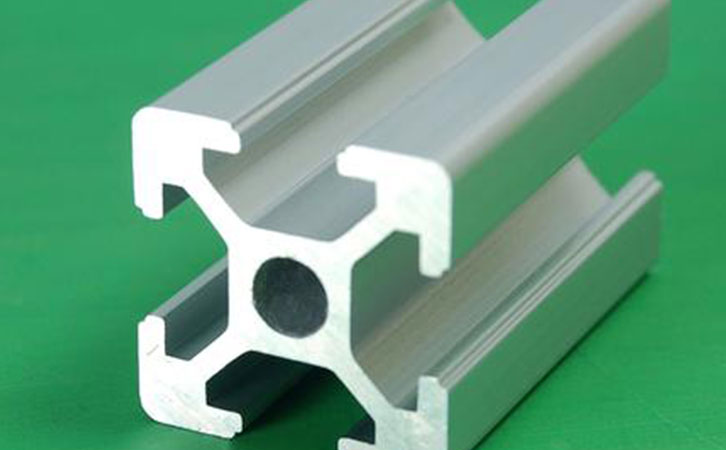
鋁型材打孔加工的注意事項
今天就來談談鋁型材打孔加工的注意事項。首先鉆頭的選擇要正確,鉆頭一般選用硬質合金鉆頭,這種合金鉆頭打孔精度高,效率高,壽命長。機械加工中常見的硬質合金鉆頭主要有四類:整體硬質合金鉆頭、硬質合金可轉位刀片鉆頭、焊接式硬質合金鉆頭和可更換刀頭式硬質合金鉆頭。
在鋁型材加工中常用的是整體硬質合金鉆頭,因為這種鉆頭有定心功能,種類也比較齊全。并且可以加工深孔,加工精度也比較高。就算鉆頭不鋒利了,還可以重新打磨再利用,比較節約成本。
選用了趁手的鉆頭還需要對鋁型材進行定位,定位精度高加工精度才能高。我們在CNC加工中心上一般采用電腦數控定位,精度很高,如果是手工打孔定位的話我們一般會先制作一個打好孔的參照物,然后將參照物放在需要打孔的鋁型材工件上面與之重疊,然后用打孔設備通過參照物的孔眼對下面的鋁型材工件打孔,這樣可以提高效率。
【上海錦鋁】:由于鋁合金型材的硬度沒有硬質金屬高,相對較軟,所以打孔難度比較低,很容易打。但硬度低同事也會造成容易出現毛刺的現象,毛刺一般在孔的邊緣,所以鋁型材在打完孔之后需要去除毛刺。用專門的去毛刺用刀,去起來也很方便。
地 ?址:上海松江區永豐都市工業園區玉佳西路66號
電 ?話:+86-21-67723455 轉 0
傳 ?真:+86-21-67723477?
服務投訴監督電話:18616120919